Analyse approfondie de la technologie de dissipateur thermique matériel haut de gamme : l'intégration et l'innovation de la science des matériaux, de la fabrication de précision et de l'ingénierie thermodynamique
I. Introduction
Dans le processus de fabrication de puces d'aujourd'hui qui continue d'approcher la limite physique, le taux de croissance du flux thermique par unité de surface des dispositifs à semi-conducteurs dépasse la capacité de charge des architectures traditionnelles de dissipation thermique. Alors que la densité des transistors augmente au rythme de la loi de Moore, la technologie de gestion thermique semble évoluer à un rythme complètement différent. Ce déséquilibre fait passer la "dissipation thermique" d'un problème auxiliaire d'ingénierie à un goulot d'étranglement stratégique limitant le développement de toute l'industrie électronique.
Les dissipateurs thermiques matériels - ce produit métallique apparemment banal étiqueté "fabrication traditionnelle" - sont au centre de cette révolution de la gestion thermique. Des SoC pour téléphones intelligents dans l'électronique grand public, aux modules d'alimentation des onduleurs dans le secteur industriel, en passant par la gestion thermique au niveau de l'armoire avec une consommation d'énergie supérieure à 100 kilowatts dans les centres de données IA, la sélection des matériaux, la conception structurelle et le processus de fabrication des dissipateurs thermiques remodèlent profondément la logique sous-jacente de toute la chaîne industrielle de la gestion thermique. Cet article fournira une analyse systématique et approfondie du système technologique de dissipateurs thermiques matériels haut de gamme à partir de six dimensions : science des matériaux, processus de fabrication, conception thermodynamique, technologie de simulation thermique, scénarios d'application et tendances du marché.
Deuxièmement, le système de matériaux : de la collaboration mono-métal à la collaboration multi-matériaux
2,1 Spectre de performance des matériaux métalliques thermoconducteurs
La performance d'un dissipateur thermique en métal est basée sur le choix du matériau qui conduit la chaleur. En plus de la règle d'or de la propagation des ondes électromagnétiques, les ingénieurs en dissipation thermique suivent un autre ensemble de lois physiques simples et cruelles - la loi de Fourier sur la conduction thermique. Selon cette loi, la conductivité thermique d'un matériau (lambda, en W / (m · K)) détermine directement sa capacité à transférer de la chaleur par unité de temps.
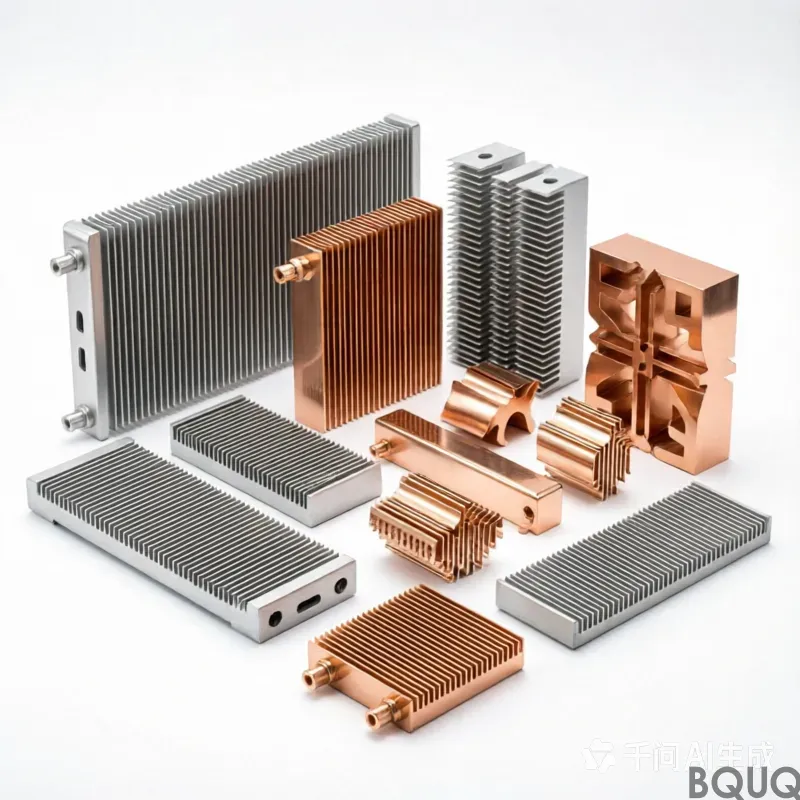
Le cuivre et l'aluminium forment les "Gémeaux" des dissipateurs thermiques métalliques. Le cuivre de haute pureté (cuivre pur industriel) a une conductivité thermique d'environ 400 W / (m · K), juste derrière l'argent, ce qui en fait l'un des métaux d'ingénierie les plus remarquables en termes de conductivité thermique. L'avantage du cuivre réside non seulement dans sa conductivité thermique, mais aussi dans son excellente ductilité et soudabilité - ce qui permet aux dispositifs de transfert de chaleur biphasés tels que les caloducs et les plaques de trempage d'obtenir des cycles de transfert de chaleur à changement de phase efficaces avec des tubes en cuivre comme cavités. Cependant, la densité du cuivre est d'environ 8,9 g / cm ³, soit plus de trois fois celle de l'aluminium, et le prix est nettement plus élevé. Plus important encore, dans l'environnement atmosphérique, la surface du cuivre est facilement oxydée pour former une couche d'oxyde de cuivre / d'oxyde cuivreux, qui non seulement s'assombrit en apparence, mais plus important encore, sa conductivité thermique chute de plus d'un ordre de grandeur par rapport au cuivre pur, ce qui détériorera considérablement l'efficacité du transfert de chaleur interfacial.
En revanche, l'alliage d'aluminium a gagné la domination du marché en raison de sa rentabilité globale. L'alliage d'aluminium 6063-T5 maintient une conductivité thermique d'environ 200.237 W / (m · K) tout en tenant compte à la fois de la formabilité par extrusion et de la résistance mécanique. La densité de l'aluminium n'est que de 2,7 g / cm ³, soit environ un tiers de celle du cuivre. Cette propriété fait de l'alliage d'aluminium un avantage irremplaçable dans les domaines hautement sensibles au poids tels que les appareils mobiles, l'avionique et les véhicules à énergie nouvelle. Le traitement d'anodisation de surface rend le film d'oxyde d'aluminium résultant non seulement dense et résistant à la corrosion, mais augmente également l'émissivité thermique de surface du 0.10.2 à plus de 0,85 grâce à un processus d'oxydation noir spécifique, améliorant l'efficacité de dissipation thermique par rayonnement.
Cependant, les limites du moulage par extrusion d'aluminium sont tout aussi importantes : en raison des limites de fluidité de l'aluminium pendant le processus d'extrusion, il existe une limite supérieure d'environ 1 : 18 à 1 : 20 sur le rapport de l'épaisseur des ailettes à la hauteur (c'est-à-dire le rapport de finesse), ce qui signifie que même avec les matrices d'extrusion les plus avancées, il est impossible d'obtenir un agencement d'ailettes infiniment dense dans une hauteur limitée.
2,2 Matériaux frontières : graphène, matériaux à base de carbone et structures composites
La conductivité thermique des matériaux métalliques traditionnels approche de sa limite physique. Dans ce contexte, les matériaux avancés à base de carbone se démarquent. La conductivité thermique théorique dans le plan du graphène est aussi élevée que 5 300 W / (m · K), soit environ 13 fois celle du cuivre et plus de 20 fois celle de l'aluminium. Cependant, les défis de coût de préparation et de fiabilité à grande échelle du graphène monocouche dans la pratique de l'ingénierie l'ont rendu principalement coincé au niveau des téléphones portables phares haut de gamme et des prototypes de laboratoire. Sur la voie plus pragmatique de l'industrialisation, le graphène a montré une valeur réelle sous la forme de "matériaux composites". Le matériau composite formé en ajoutant du graphène au radiateur en alliage d'aluminium dans une certaine proportion montre qu'il peut être refroidi de 3 à 5 degrés Celsius de plus qu'un alliage d'aluminium pur dans les mêmes conditions, et le coût de production quantitatif peut même être inférieur à celui des produits en alliage d'aluminium traditionnels.
L'industrialisation du film de graphite artificiel est plus mature. Le film de dissipation thermique en graphite préparé par graphitisation à haute température d'un film de polyimide (PI) a une conductivité thermique dans le plan de plus de 1500 W / (m · K) et une épaisseur de 0,01 mm. Il a été largement utilisé à l'intérieur des smartphones et des tablettes pour réaliser une diffusion thermique rapide des plans bidimensionnels.
Dans la conception réelle du produit, il est souvent difficile pour un seul matériau de répondre aux quatre exigences de "conductivité thermique élevée, faible résistance thermique interfaciale, légèreté et faible coût" en même temps, de sorte que les solutions composites multi-matériaux deviennent la direction dominante. Dissipateurs thermiques composites cuivre-aluminium - En incorporant des blocs de cuivre ou des plaques de base en cuivre sur la base des profilés d'extrusion en aluminium, d'une part, la conductivité thermique élevée du cuivre est utilisée pour diffuser rapidement la chaleur de pointe de la puce du local vers l'ensemble de la base. D'autre part, la légèreté et la flexibilité de moulage de l'aluminium sont utilisées pour achever la construction d'ailettes de dissipation thermique de grande surface, atteignant un équilibre en or entre coût, poids et performance.
III. Procédés de fabrication de précision : le saut technologique de "l'extrusion" à la "découpe"
La valeur de conception d'un dissipateur thermique se reflète essentiellement dans le chemin de distribution mécanique de son matériau. Le même matériau et les mêmes dessins de conception, après la transformation de différents processus de fabrication, la performance finale de dissipation thermique peut varier de plus de 30 %. Ce qui suit est trié un par un parmi les chemins de processus clés.
Extrusion d'aluminium : C'est la méthode la moins coûteuse et la plus utilisée pour la production de masse de dissipateurs thermiques. Le lingot d'alliage d'aluminium est chauffé à 520 ~ 540 ° C, et il coule à travers un moule d'extrusion en acier sous haute pression. Il est rapidement refroidi et solidifié à travers le trou de la matrice de sortie pour générer un embryon de dissipateur thermique avec une structure d'ailettes parallèles continues. L'avantage est que le coût du moule est contrôlable, le coût d'une seule pièce de produit fini est faible et convient à la production de masse. Cependant, comme mentionné précédemment, son rapport de finesse est limité, ce qui rend difficile l'obtention d'une surface de dissipation thermique suffisante dans les applications à haute densité de puissance, et il est difficile de faire face à des puces TDP élevées.
Découpe des dents à la pelle (également connue sous le nom de découpe ou de rabotage de précision) : Il s'agit d'une voie technique qui force la "limite supérieure" de l'extrusion d'aluminium au niveau du processus. Le processus des dents à la pelle utilise des machines de rabotage de haute précision pour couper un substrat métallique entier, formant des ailettes ultra-minces avec un espacement des dents aussi petit que 0,5 mm et une épaisseur des dents aussi petite que 0,3 mm. Étant donné que les ailettes de dissipation thermique sont intégralement formées avec le substrat, il n'y a pas d'interface de brasage ou de montage, de sorte que la résistance thermique de contact du radiateur à dents à la pelle est complètement éliminée. Les données mesurées montrent que la résistance thermique du radiateur à dents à la pelle est réduite de 15 % à 20 % par rapport au radiateur traditionnel au même volume, et la zone de dissipelle est augmentée de 5 fois. À l'heure actuelle, cette technologie a été largement utilisée dans la station de base 5G AAU, les nouveaux modules de commande électronique des véhicules à énergie et l'éclairage industriel haute puissance.
Fabrication par moulage sous pression : Une fois que le processus de moulage sous pression a fait fondre le lingot d'alliage d'aluminium à l'état liquide, il est rempli d'un moule métallique de précision à haute pression et à grande vitesse, et est formé par moulage sous pression unique avec une machine de moulage sous pression. Le processus de moulage sous pression peut créer des géométries tridimensionnelles complexes qui sont difficiles à traiter par les processus d'extrusion traditionnels (tels que des coques de forme spéciale, des structures de dissipation thermique intégrées avec des trous de montage et des bossages de positionnement), et a une bonne production de masse et un coût par pièce contrôlable. Cependant, le coût de développement précoce du moule est élevé, souvent de centaines de milliers à millions de yuans, et le cycle de développement est également long. Et la fonte peut produire des défauts de coulée tels que des pores et des cloisons froides pendant le processus de remplissage, ce qui affectent la résistance mécanique et l'uniformité thermique locale.
Technologie de forgeage : Les alliages à haute teneur en aluminium sont pressés dans des moules sous une pression extrêmement élevée (forgeage à chaud ou à froid). Le traitement de forgeage permet de compacter et d'aligner la structure du grain interne du dissipateur thermique de manière directionnelle, ce qui se traduit par une résistance à la traction plus élevée, une rugosité de surface plus petite et une uniformité du matériau. Le produit a une structure d'ailettes à rapport hauteur / largeur élevé. Cependant, sa perte de matrice est grave et le coût unitaire est beaucoup plus élevé que celui du processus d'extrusion. À l'heure actuelle, il convient principalement à des scénarios spécifiques avec des exigences extrêmement élevées en matière de propriétés mécaniques et de conductivité thermique.
Usinage de précision CNC : Dans le processus de finition, le centre d'usinage CNC à cinq axes est responsable du meulage et du polissage du plan inférieur du dissipateur thermique, du perçage et du taraudage du trou fileté de l'installation et de la gravure de toutes les caractéristiques complexes du processus. Sa précision peut atteindre le micron, la planéité peut être contrôlée à moins de 0,1 mm et la tolérance au pas des dents peut atteindre ±0,05 mm. Cependant, le taux d'enlèvement de matériau par unité de temps est faible et le coût de traitement est nettement plus élevé. Il n'est généralement utilisé que pour les tâches de personnalisation en petits lots et à forte demande telles que les instruments aérospatiaux et de précision.
Du point de vue de la capacité de production et du coût, on peut conclure qu'il existe des stratifications générales : les solutions d'extrusion d'aluminium, de moulage sous pression et de rivetage par insertion occupent le marché grand public de densité de puissance faible à moyenne ; les solutions de coupe et de forgeage à la pelle desservent des équipements industriels et de communication à haute densité et à haute densité qui nécessitent des groupes de dents ultra-minces et à haute densité ; et la finition CNC monobloc est la "configuration exclusive" de la recherche scientifique ou de l'industrie militaire de pointe.
IV. Conception thermodynamique : ailette, résistance thermique, simulation de conduit et CFD
4,1 Paramètres clés thermodynamiques des dissipateurs thermiques
La conception de tout dissipateur thermique résout essentiellement trois équations différentielles couplées du transfert de chaleur : la conduction thermique (à travers un corps métallique), le transfert de chaleur convectif (à travers un fluide pour éliminer la chaleur de la surface de l'ailette) et le transfert de chaleur radiatif (généralement une petite proportion, environ 10 % à 20 %). Dans cette architecture physique, il existe plusieurs paramètres d'ingénierie fondamentaux qui déterminent les performances :
Résistance thermique (Rtheta, unité ℃ / W) - Il s'agit du "premier indice" permettant aux ingénieurs thermiques électroniques de filtrer et de concevoir des dissipateurs thermiques. Le chemin thermique entre la température de jonction de la puce et la température ambiante peut être modélisé par un réseau de résistance thermique parallèle en série. Un dissipateur thermique de haute qualité doit réduire au maximum sa propre résistance thermique par transfert de chaleur par convection. Dans des conditions de refroidissement naturel, la résistance thermique peut être contrôlée en dessous de 3 ℃ / W ; s'il est combiné avec un refroidissement par air forcé (c'est-à-dire un ventilateur), le niveau avancé de résistance thermique de l'industrie peut atteindre 0,5 ℃ / W.
Paramètres morphologiques des ailettes - hauteur, épaisseur, espacement, forme de la section transversale. Si l'espacement est trop dense, la stratification limite inhibera la profondeur de pénétration du flux d'air, ce qui entraînera une "zone de gaz mort" pour réduire le coefficient de transfert de chaleur par convection ; si l'espacement est trop clairsemé, la zone de dissipation thermique totale est insuffisante. La solution de l'écart optimal dépend fortement de la vitesse du flux d'air, des propriétés physiques de l'air et de la longueur des ailettes.
4,2 Simulation thermique CFD : de la conception empirique à la prédiction précise
Pendant longtemps, les ingénieurs en dissipation de chaleur se sont appuyés sur des formules empiriques et une vérification par essais et erreurs dans l'entrepôt. Cependant, avec la croissance exponentielle du TDP des puces IA et des stations de base 5G, la consommation d'énergie d'un seul CI a franchi le canal unidimensionnel des solutions traditionnelles refroidies par air, et le problème complexe de couplage du champ d'écoulement tridimensionnel et du champ de température doit être résolu par la dynamique des fluides computationnelle (CFD).
Le logiciel de simulation thermique le plus utilisé dans l'industrie comprend actuellement :
Ansys Icepak - Basé sur le noyau Fluent Computational Fluid Dynamics, conçu pour la gestion thermique électronique. Sa force réside dans sa capacité à modéliser avec précision des champs d'écoulement complexes et des géométries de surface, et son intégration dans la plate-forme ANSYS Workbench, qui peut être combinée avec le module d'analyse structurelle mécanique et le module d'analyse électromagnétique Maxwell pour réaliser une simulation de couplage de champ multi-physique à trois champs de electricity-heat-structure. Dans les scénarios d'analyse thermique des contrôleurs de surface électroniques automobiles et des composants avioniques irréguliers, l'adaptabilité du maillage de surface d'Icepak est plus précise que le logiciel de maillage structuré.
Simcenter FloTHERM - En tant que premier logiciel de simulation de dissipation thermique électronique au monde, il détient une part de marché d'environ 70 % jusqu'à présent. FloTHERM utilise un algorithme de solution CFD spécialement optimisé pour la gestion thermique électronique, et dispose d'une grande bibliothèque de modèles de composants électroniques intégrés (y compris des modèles d'emballage de puces, des modèles de dissipateurs thermiques, des modèles de cartes PCB, etc.). Les ingénieurs peuvent rapidement faire glisser et déposer une modélisation pour effectuer une analyse thermique complète du niveau des composants au niveau du système, ce qui le rend idéal pour les itérations rapides de conception thermique de produits électroniques grand public.
Yundao Intelligent Volta - en tant que logiciel de simulation thermique purement domestique, s'est développé rapidement ces dernières années et s'accélère pour rattraper la précision de simulation et la facilité d'utilisation des outils grand public internationaux.
À partir du processus d'ingénierie réel, le cycle de conception typique est le suivant : introduction du modèle mécanique CAO 3D, réglage des conditions aux limites (température ambiante, consommation de chaleur de la puce, volume d'air et courbe de pression) division et solution du maillage, diagramme de nuage de température de post-traitement et analyse rationalisée, itération des paramètres de taille en fonction des résultats de la simulation, et enfin obtenir la forme et l'espacement optimaux des ailettes.
V. Scénarios d'application émergents et océans bleus du marché
5,1 Centre de données IA : fusion du refroidissement liquide et des dissipateurs thermiques métalliques haute densité
La consommation d'énergie au niveau de l'armoire des serveurs IA augmente de façon exponentielle. En prenant comme exemple le système NVIDIA GB200 / GB300 NVL72, la consommation d'énergie de conception thermique d'une seule armoire peut atteindre 130 kW à 140 kW, ce qui dépasse de loin la limite de portance physique des systèmes de refroidissement refroidis par air traditionnels. En réponse à cette tendance, la technologie de refroidissement liquide a commencé à entrer dans la voie du déploiement à grande échelle. Les données de TrendForce montrent que le taux de pénétration de la technologie de refroidissement liquide dans les centres de données IA augmentera fortement, passant de 14 % en 2024 à 33 % en 2025.
Cependant, la prédiction du "refroidissement liquide remplace tout" est trop unilatérale. Dans le circuit de refroidissement liquide à plaque froide, la plaque froide (plaque froide) est toujours une entité de dissipateur thermique matériel à base de cuivre ou d'aluminium - elle est mise en contact avec la puce CPU / GPU via un matériau d'interface thermiquement conducteur (TIM), et une série de chemins d'écoulement de microcanaux sont traités à l'intérieur de la plaque d'eau froide, et le liquide de refroidissement s'écoule à travers ces chemins d'écoulement pour évacuer la chaleur. Les autres solutions de plaque froide à microcanaux et de plaque froide biphasée sont les défis ultimes du processus de fabrication des dissipateurs thermiques (traitement des canaux au micron, assurance de la qualité de la liaison de l'interface thermique, etc.). Le "stade" du refroidissement liquide a plutôt augmenté le seuil technique des dissipateurs thermiques matériels.
5,2 Stations de base 5G et véhicules à énergie nouvelle
La consommation d'énergie d'une station de base 5G est environ 3 à 4 fois supérieure à celle des stations de base 4G. L'environnement extérieur des stations de base 5G, les exigences de dissipation thermique naturelle de l'AAU et de dissipation thermique passive sans ventilateur ont fait grimper la demande de radiateurs en alliage d'aluminium de grand volume et de radiateurs à dents de pelle. Fin juin 2025, le nombre total de stations de base 5G nationales a atteint 4,55 millions, et la demande de dissipation thermique 5G continue d'augmenter. Dans le même temps, dans le domaine des véhicules à énergie nouvelle, les modules d'alimentation IGBT dans les onduleurs, les OBC embarqués et les contrôleurs de moteur nécessitent tous des radiateurs en aluminium à densité de dents élevée pour assurer une évacuation rapide de la chaleur, et avec des matériaux d'interface thermique ultra-minces pour combler les lacunes limitées.
5,3 Électronique grand public : mise à niveau technologique des solutions de refroidissement passif
Dans le domaine des smartphones hautes performances, les solutions de refroidissement passif sont en constante évolution. La combinaison de "plaque de trempage VC + film de dissipation thermique en graphite + matériau d'interface thermique (TIM)" est devenue la norme sur les téléphones mobiles phares. L'iPhone 17 Pro sorti en 2025 utilisait pour la première fois la plaque de trempage VC, et l'industrie prévoit que les ventes mondiales de VC mobiles atteindront 2,776 milliards de dollars d'ici 2031. Lorsque les solutions de VC et de membrane en graphite sont confrontées à des limites, les solutions de refroidissement micro-actif telles que le refroidissement liquide par micro-pompe et le refroidissement thermoélectrique (TEC) pénètrent activement dans les appareils minces et légers.
Ingénierie de la fiabilité : analyse des défaillances et matériaux d'interface thermique (TIM)
La fiabilité est la dimension la plus sous-estimée mais la plus mortelle dans la conception des systèmes de refroidissement. Selon un grand nombre d'études de cas de FAE (Field Application Engineer), un mauvais contact des dissipateurs thermiques ou le vieillissement des matériaux d'interface thermique sont les "assassins cachés" qui conduisent à une augmentation excessive de la température et à une défaillance précoce des tubes d'alimentation MOSFET.
Le matériau d'interface thermique (TIM) est situé dans l'espace de remplissage entre le dispositif de chauffage et la base métallique de dissipation thermique, éliminant l'air (la conductivité thermique de l'air n'est que d'environ 0,026 W / (m · K)), réduisant ainsi considérablement la résistance thermique de contact.
En ingénierie pratique, TIM est confronté à deux principaux types de mécanismes de défaillance du vieillissement : le vieillissement par cycle thermique entraîne un durcissement du matériau et une perte d'élasticité ; et la fissuration à sec causée par la migration et la volatilisation de l'huile de silicone dans des conditions d'alternance froid-chaleur à long terme ou de températures élevées, et la résistance thermique augmente. Une fois que les performances de TIM se détériorent, la température de la jonction de la puce augmente, la résistance (Rdson) augmente et la génération de chaleur devient plus grave. Le cercle vicieux de l'emballement thermique ne peut pas être contrôlé.
Des solutions plus avancées impliquent le développement de TIM à haute conductivité thermique à base de carbone, ainsi que des méthodes de tests de durée de vie accélérés et de modèles de prévision de durée de vie étudiées par des institutions universitaires telles que l'Université de Fudan. Des études internationales ont également montré que l'effet de pompage du cycle thermique des matériaux de TIM est le principal goulot d'étranglement conduisant à une dégradation de la fiabilité à long terme. Pour les produits industriels et automobiles, la vérification de la fiabilité du cycle thermique doit être effectuée au stade de la conception.
VII. Perspectives et conclusions du marché
La taille du marché mondial des solutions thermiques augmente rapidement. Selon les organisations professionnelles, le marché passera de 15,76 milliards de dollars en 2025 à 17,06 milliards de dollars en 2026, avec un taux de croissance annuel composé (TCAC) de 8,2 %. D'ici 2030, le volume total du marché devrait atteindre 23,60 milliards de dollars, et le TCAC passera à 8,5 %. Les principaux moteurs de cette croissance sont : la flambée de la demande de dissipation thermique avancée due à la densité de puissance des puces et à la miniaturisation, l'adoption généralisée de solutions de refroidissement liquide dans le cloud computing IA et le calcul haute performance, l'entrée de nouveaux systèmes de matériaux tels que le graphène et les matériaux à changement de phase dans les applications à grande échelle, et la tendance à l'intégration de la gestion thermique prédictive et des systèmes intelligents de dissipation thermique.
Dissipateur thermique matériel - ce composant métallique apparemment ordinaire subit un changement qualitatif de "rôle de soutien" à "moteur principal". De l'innovation de la conception de microstructure des composites cuivre-aluminium, au processus de coupe des dents de pelle franchissant la limite morphologique des matériaux, de la simulation multi-physique permettant une conception thermique précise, à la ténacité de "tenir la première porte" dans l'environnement extrême du refroidissement liquide du serveur IA et de la station de base 5G - l'avenir de la technologie du dissipateur thermique matériel n'est plus un jeu de base de la fabrication traditionnelle, mais une nouvelle frontière de la science des matériaux et de l'ingénierie de fabrication de précision qui franchit les frontières disciplinaires. Pour toutes les équipes d'ingénieurs déterminées à établir un terrain élevé dans la gestion thermique dans la prochaine génération d'appareils électroniques, comprendre et optimiser systématiquement la technologie du dissipateur thermique matériel peut être la première étape de la stratégie de sortie de chaleur ".
BQUQ est un fabricant professionnel de dissipateurs thermiques en métal, veuillez nous envoyer des dessins, et notre entreprise vous fera un devis dans les 12 heures.