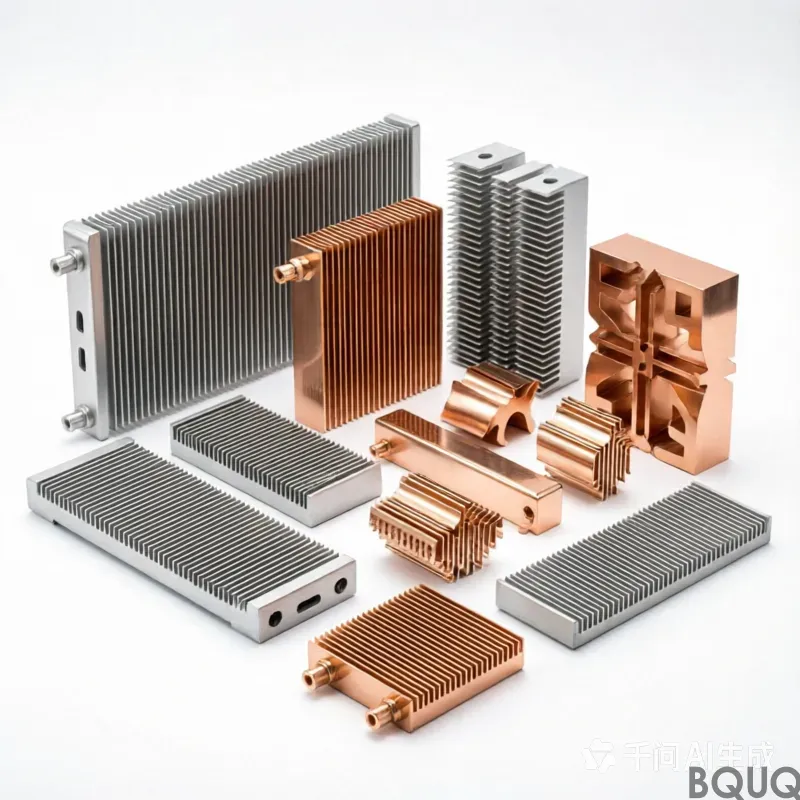
Présentation du processus de fabrication de précision du dissipateur thermique : carte des coûts et des performances de l'extrusion, de la dent de pelle, du moulage sous pression, du forgeage et de la CNC
Tout d'abord, la sélection du processus détermine la limite supérieure des performances thermiques
La résistance thermique finale d'un dissipateur thermique est formée en couplant la conductivité thermique du matériau (déterminée par le matériau), la zone de transfert de chaleur convective (déterminée par la géométrie) et la résistance thermique interfaciale (déterminée par la précision de fabrication). Le processus de fabrication détermine les degrés de liberté géométriques réalisables, la précision dimensionnelle et les niveaux de défauts internes, ce qui entraîne un effet différentiel allant jusqu'à 30 % sur les performances.
Deuxièmement, le processus d'extrusion d'aluminium : le roi de l'efficacité, mais soumis au rapport de finesse
L'extrusion d'aluminium est la technique la plus ancienne et la moins chère pour fabriquer des dissipateurs thermiques. Après avoir chauffé la tige d'aluminium à 450-500 ° C, une extrudeuse (généralement 500-5000 tonnes de pression d'extrusion) est utilisée pour forcer le métal à s'écouler à travers le moule pour former une longue bande, qui est ensuite coupée à la longueur souhaitée. Les avantages du processus d'extrusion sont les suivants : le coût du moule est relativement faible (environ 2000-8000 dollars américains), des formes asymétriques complexes (telles que des ailettes asymétriques, des plaques de base avec des rainures) peuvent être réalisées grâce à la conception du moule, et le taux d'utilisation des matériaux peut atteindre plus de 95 %.
Cependant, le processus d'extrusion a deux limitations fondamentales sur les performances des dissipateurs thermiques : la limite du rapport d'élancement et l'épaisseur minimale des dents. Le rapport d'élancement (le rapport de la hauteur des ailettes à l'épaisseur de la racine) ne dépasse généralement pas 20 : 1. Si cette valeur est dépassée, le matériau en aluminium sera plié et déchiré à la sortie de la matrice en raison d'un refroidissement inégal. Cela signifie que si la hauteur des ailettes doit être de 60 mm, l'épaisseur ne doit pas être inférieure à 3 mm, ce qui limite considérablement la zone de dissipation thermique par unité de volume. D'autre part, l'épaisseur minimale des dents est limitée à 0.8-1 mm (en fonction de l'alliage et de la capacité de l'extrudeuse), qui ne peut pas atteindre le niveau des dents minces de 0,3 mm du processus de la dent de la pelle. Par conséquent, le dissipelle ne peut servir que des scénarios à faible densité de chaleur et à moyenne)
Troisièmement, le processus de coupe des dents de pelle : briser l'aérodynamique du rapport de finesse
Dents de pelle, également connues sous le nom de rabotage, coupe de précision, ailettes de "pelle" une par une à partir d'un substrat métallique unique (aluminium ou cuivre) grâce à des outils de commande numérique. Processus d'usinage : une spatule spéciale est coupée dans la pièce à un angle, poussée vers l'avant sur une distance, puis soulevée pour former une ailette verticale ; puis la pièce est enfoncée dans un espacement des dents, et l'action ci-dessus est répétée. L'épaisseur, la hauteur et l'espacement des ailettes sont contrôlés indépendamment par la géométrie de l'outil et la quantité de pas, et ne sont pas limités par la fluidité du matériau.
Le processus de dent de pelle peut obtenir des géométries extrêmes avec une épaisseur de dent de 0.2-0 mm, un espacement des dents de 0.5-1 mm et une hauteur de dent de plus de 100 mm. Les ailettes et les plaques de base sont le même matériau, et il n'y a pas d'interface de soudage ou de raccord, il n'y a donc aucune résistance thermique de contact. Cette caractéristique est cruciale dans les scénarios de densité de puissance élevée (tels que les LED supérieures à 100 W, les modules IGBT, la station de base 5G AAU). Les données expérimentales montrent que pour le même volume et le même volume d'air, la résistance thermique du radiateur à dent de pelle est réduite de 15 à 25 % par rapport au radiateur à extrusion d'aluminium et de 10 à 15 % inférieure à celle du radiateur à dent (décrit plus loin).
Les inconvénients de coût des dents de pelle sont : un gaspillage matériel important (environ 40 % du métal est coupé en copeaux), un temps de traitement long (quelques minutes à des dizaines de minutes par pièce) et une usure extrêmement rapide de l'outil (doit être remplacé plusieurs fois par mois). De plus, le processus des dents de pelle nécessite une rigidité élevée de la machine-outil et doit généralement être effectué sur une fraiseuse à portique lourde ou une machine à dents de pelle spéciale. Globalement, le coût d'une seule pièce de dents de pelle est 5 à 10 fois celui de l'extrusion, ce qui convient aux petits et moyens lots et aux scénarios de priorité de performance.
IV. Processus de façonnage / rivetage : faible coût pour une densité d'ailettes élevée
Le shaper est une longue ailette pré-extrudée ou laminée qui est insérée mécaniquement (pressée, rivetée, collée) dans une rainure de la plaque de base. Cette structure "fendue" permet aux ailettes et à la plaque de base d'être faites de différents matériaux (par exemple, plaque de base en cuivre + ailettes en aluminium), et l'épaisseur de l'ailette peut être aussi fine que 0,3 mm et l'espacement peut être aussi petit que 1,0 mm. Le processus de shaper a une utilisation élevée des matériaux (les ailettes sont extrudées séparément et la perte est faible), et ne nécessite pas de machines coûteuses à pelleter les dents à grande échelle.
Mais le talon d'Achille du shaper est la résistance thermique de contact. Quelle que soit la hauteur de l'étanchéité de l'ajustement, il y a toujours des espaces microscopiques entre la racine de l'ailette et la plaque de base, et la résistance thermique de la couche d'air de ces espaces est des centaines de fois supérieure à celle du métal. Même avec le remplissage de colle thermiquement conductrice, la résistance thermique équivalente est toujours d'un ordre de grandeur supérieure à celle de la structure intégrée. Dans le cas d'un flux thermique élevé, des points chauds locaux seront générés au niveau du shaper, ce qui fait que la température de la racine de l'ailette est beaucoup plus élevée que la température moyenne de la plaque de base, et l'efficacité du transfert de chaleur diminuera. La résistance thermique du radiateur shaper est généralement de 20 à 30 % supérieure à celle de la dent de la pelle, il est donc plus adapté à un équipement industriel sensible à la dissipelle et à la chaleur.
Processus de moulage sous pression : la seule solution à la géométrie tridimensionnelle complexe
La coulée sous pression injecte des alliages d'aluminium fondus (tels que l'ADC12) dans des moules métalliques de précision à grande vitesse pour un refroidissement et un formage rapides. La coulée sous pression peut créer des coques de dissipation thermique avec des canaux d'écoulement internes complexes, des supports de forme spéciale et même des inserts partiels. Par exemple, la coque du contrôleur de moteur de véhicule à énergie nouvelle est généralement formée intégralement par coulée sous pression, avec des ailettes de dissipation thermique intégrées externes et des canaux de refroidissement par eau intégrés internes. Un autre avantage de la coulée sous pression est que la finition de surface est bonne et qu'elle peut être utilisée sans traitement ultérieur.
Cependant, il y a trois problèmes inhérents aux dissipateurs thermiques de moulage sous pression : la porosité (généralement 0.5-3%, ce qui réduit la section efficace de conductivité thermique), les limitations d'épaisseur minimale des dents (en raison de la condensation au front d'écoulement du métal, l'épaisseur des dents doit être> 1,2 mm), et inadapté au renforcement du traitement thermique (les pores se dilatent et se gonflent à des températures élevées). Par conséquent, la conductivité thermique des dissipateurs thermiques de moulage sous pression est généralement faible (ADC12 n'est que de 96 W / (m · K), bien inférieure à 6063 's 200). Pour augmenter la conductivité thermique, des alliages de moulage sous pression à haute conductivité thermique tels que DX17 (la conductivité thermique est d'environ 180 W / (m · K)) peuvent être sélectionnés, mais leur prix est considérablement augmenté. Les moules moules de moulage sous pression sont extrêmement coûteux (2 mois) et ne sont que pour un cycle de production de 100 000 dollars américains.
Processus de forgeage : propriétés mécaniques optimales, mais limitations géométriques
Les tiges d'aluminium ou de cuivre sont formées par un flux de plastique dans une matrice fermée sous une forte pression (des centaines à des milliers de tonnes). Le forgeage élimine les défauts de coulée, affine les grains et répartit les lignes de courant métalliques le long des contours géométriques de la pièce, de sorte que la résistance et la conductivité thermique sont meilleures que la coulée, et la limite du rapport d'allongement de l'extrusion peut être évitée. Le forgeage à chaud (chauffage et re-forgeage du matériau) peut former des formes complexes, et le forgeage à froid (forgeage à température ambiante) a une précision plus élevée. Pour les dissipateurs thermiques, le forgeage est souvent utilisé pour fabriquer des dissipateurs thermiques avec des exigences mécaniques élevées ou de petits réseaux d'ailettes (tels que les dissipateurs thermiques CPU portables).
La limite du forgeage est qu'il est difficile de forger des ailettes hautes et denses (car le matériau ne peut pas remplir entièrement la cavité étroite et profonde), et il ne convient généralement qu'aux ailettes d'une hauteur inférieure à 30 mm et d'une épaisseur supérieure à 1,5 mm. La durée de vie de la matrice est courte (en particulier la matrice de forgeage à froid est sujette à la fissuration), et le coût d'une seule pièce est le deuxième après l'usinage de précision CNC.
Sept, usinage de précision CNC : la limite de la précision, mais le coût n'est pas adapté à la production de masse
Le centre d'usinage CNC à cinq axes peut fraiser n'importe quelle géométrie complexe du radiateur à partir du métal entier. La tolérance peut être contrôlée à ±0,02 mm, et la rugosité de la surface peut atteindre Ra0,8. Cependant, son taux d'enlèvement de matière est extrêmement faible, 80 % du métal devient des débris et le temps de traitement d'une seule pièce peut atteindre plusieurs heures. Le coût est si élevé qu'il ne convient que pour l'aérospatiale, les instruments de mesure de précision et d'autres domaines sans frais. Ces dernières années, avec l'optimisation des stratégies de fraisage à grande vitesse et de fraisage dynamique, certains petits lots de dissipateurs thermiques haute densité ont commencé à être traités par CNC, mais ils ne peuvent toujours pas remplacer la position de production à grande échelle et efficace des dents de pelle.
VIII. Matrice de décision de sélection du processus
Épaisseur minimale de l'ailette de processus minceur maximale résistance thermique de contact spécifique économie de lot perte de conductivité thermique (par rapport au substrat)
Extrusion 0,8mm20 : 1Zéro (intégré) Excellent 0 %
Dents de pelle 0,2mm80 : 1Zéro (intégré) Moyen 0 %
Gear shaper 0,3mm n'est pas limité à la hauteur, mais l'interface est supplémentaire
Moulage sous pression 1,2mm15 : 1Zéro (intégré) 30-40 % (porosité)
Forgeage 1,5mm10 : 1Différence nulle (intégrée) 0 %
CNC illimité illimité zéro (intégré) plage 0 %
IX. Résumé et perspectives
En regardant vers l'avenir, il est difficile pour un processus de fabrication unique de répondre à tous les besoins. Une nouvelle tendance consiste à mélanger les processus : par exemple, substrats extrudés + ailettes dentées à la pelle (jointes par soudage ou soudage par friction), ou treillis métalliques imprimés en 3D comme structures de dissipation thermique (fabrication additive). Mais l'impression 3D est actuellement trop chère et la conductivité thermique de l'aluminium imprimé est considérablement réduite en raison des pores et des grains grossiers (seulement environ 120 W / (m · K)). La véritable sagesse technique réside dans le choix de la bonne combinaison de processus en fonction de la consommation de chaleur spécifique, des contraintes de volume, des objectifs de coût et de capacité de l'application, plutôt que de superstition sur un "processus unique".
BQUQ est un fabricant professionnel de dissipateurs thermiques en métal, veuillez nous envoyer des dessins, et notre entreprise vous fera un devis dans les 12 heures.